II.II.II.-Incremental coordinates.
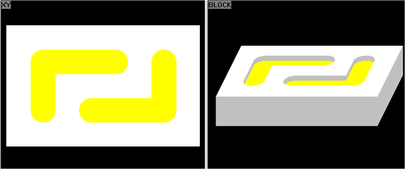
Now you got a fancy engraving on the block using absolute coordinates (our zero is at the bottom left corner on the block), but what about using incremental coordinates?
Well, lets get to it!
In order to get it done you must first introduce the header of the program, which will be exactly the same as before with the only difference in that we will change the G90 which tells the machine to use absolute coordinates to G91, you guessed right, incremental.
Well, lets get to it!
In order to get it done you must first introduce the header of the program, which will be exactly the same as before with the only difference in that we will change the G90 which tells the machine to use absolute coordinates to G91, you guessed right, incremental.
Now the first blocks of code are like all the others, you set the safety on, establish the coordinate system, the plane of work and the measure units.
N10 G91 G17 G40 G80
N20 M06 T1
N30 G00 X0 Y0 Z1
Then you start moving across the piece, but remember, now your end point becomes your new origin and as such you measure from there to continue working. Compare the example here to the one before.
N40 G00 X15 Y15
N50 M03 S1000 M08
N60 G01 Z-6 F10
N70 Y20
N80 X30
N90 G00 Z6
N100 X20
N110 G01 Z-6
N120 G01 Y-20
N130 X-30
N140 G00 Z10
When you're done, the footer is the same as in all examples.
N150 M05 M09
N160 M06 T0
N170 M02
N180 M30
N10 G91 G17 G40 G80
N20 M06 T1
N30 G00 X0 Y0 Z1
Then you start moving across the piece, but remember, now your end point becomes your new origin and as such you measure from there to continue working. Compare the example here to the one before.
N40 G00 X15 Y15
N50 M03 S1000 M08
N60 G01 Z-6 F10
N70 Y20
N80 X30
N90 G00 Z6
N100 X20
N110 G01 Z-6
N120 G01 Y-20
N130 X-30
N140 G00 Z10
When you're done, the footer is the same as in all examples.
N150 M05 M09
N160 M06 T0
N170 M02
N180 M30
|
Solution.Now you can also download the solution from the File here!
| ||
