II.II.I.-My first example.
Now lets finish this!
After cutting into the block now we will cut a path upside and then to the right, for that we will continue using the G01 instruction and will only give the coordinates to move where we want to. First we move upside by typing
N70 G01 X15 Y35
N80 G01 X45 Y35
As told before, you can skip typing G01 and X15 on the first block and G01 and Y35 on the second as they are redundant. But we will keep it because we're just starting up and as a reminder of where is our tool right now.
Done that, we will now cut a mirror of that shape on the other side of the block. For that we type we must first get out of the block or else we're gonna cut into it while moving and possibly break the tool. So we use G00 and move to Z1.
N90 G00 Z1
Done that, we will move to X65 and Y35 using the G00 instruction.
N100 G00 X65 Y35
Now we drill into the block using G01 with a forward speed of 10.
N110 G01 F10 Z-5
Then we will start cutting the same coordinates using G01 but now downside from where we are now. We measure from the point zero and move to the coordinates on the lower side which are X65 Y15. Given that X65 is redundant because we are already on that position, we can omit it.
N120 G01 Y15
Now we go to X35 which is where the piece will end. We will stay on the same Y so we omit it on the coordinates and will cut using G01. NOTE: We're still moving on a forward speed of 10 as previously indicated.
N130 G01 X35
We're done. So we must now take our leadscrew outside of the piece, otherwise we'll have a lot of troubles getting the tool out. We do that by moving from our center one millimeter up using G00.
N140 G00 Z1
We now take our tool to the center of our drawing for good measure. We're now about to enter the footer of the program.
N150 G00 X0 Y0
We now deactivate the leadscrew so that it stops spinning (M05) and the cooling flow (M09).
N160 M05 M09
Then we store the tool back on its place using M06 T0 where T0 is an empty rack space.
N170 M06 T0
We then deactivate the application indicating its over to the machine using M02.
N180 M02
And for good measure we deactivate anything else that could be active at the moment using M30.
N190 M30
That must be done every time you end a CNC milling application.
Now you must have something like this:
After cutting into the block now we will cut a path upside and then to the right, for that we will continue using the G01 instruction and will only give the coordinates to move where we want to. First we move upside by typing
N70 G01 X15 Y35
N80 G01 X45 Y35
As told before, you can skip typing G01 and X15 on the first block and G01 and Y35 on the second as they are redundant. But we will keep it because we're just starting up and as a reminder of where is our tool right now.
Done that, we will now cut a mirror of that shape on the other side of the block. For that we type we must first get out of the block or else we're gonna cut into it while moving and possibly break the tool. So we use G00 and move to Z1.
N90 G00 Z1
Done that, we will move to X65 and Y35 using the G00 instruction.
N100 G00 X65 Y35
Now we drill into the block using G01 with a forward speed of 10.
N110 G01 F10 Z-5
Then we will start cutting the same coordinates using G01 but now downside from where we are now. We measure from the point zero and move to the coordinates on the lower side which are X65 Y15. Given that X65 is redundant because we are already on that position, we can omit it.
N120 G01 Y15
Now we go to X35 which is where the piece will end. We will stay on the same Y so we omit it on the coordinates and will cut using G01. NOTE: We're still moving on a forward speed of 10 as previously indicated.
N130 G01 X35
We're done. So we must now take our leadscrew outside of the piece, otherwise we'll have a lot of troubles getting the tool out. We do that by moving from our center one millimeter up using G00.
N140 G00 Z1
We now take our tool to the center of our drawing for good measure. We're now about to enter the footer of the program.
N150 G00 X0 Y0
We now deactivate the leadscrew so that it stops spinning (M05) and the cooling flow (M09).
N160 M05 M09
Then we store the tool back on its place using M06 T0 where T0 is an empty rack space.
N170 M06 T0
We then deactivate the application indicating its over to the machine using M02.
N180 M02
And for good measure we deactivate anything else that could be active at the moment using M30.
N190 M30
That must be done every time you end a CNC milling application.
Now you must have something like this:
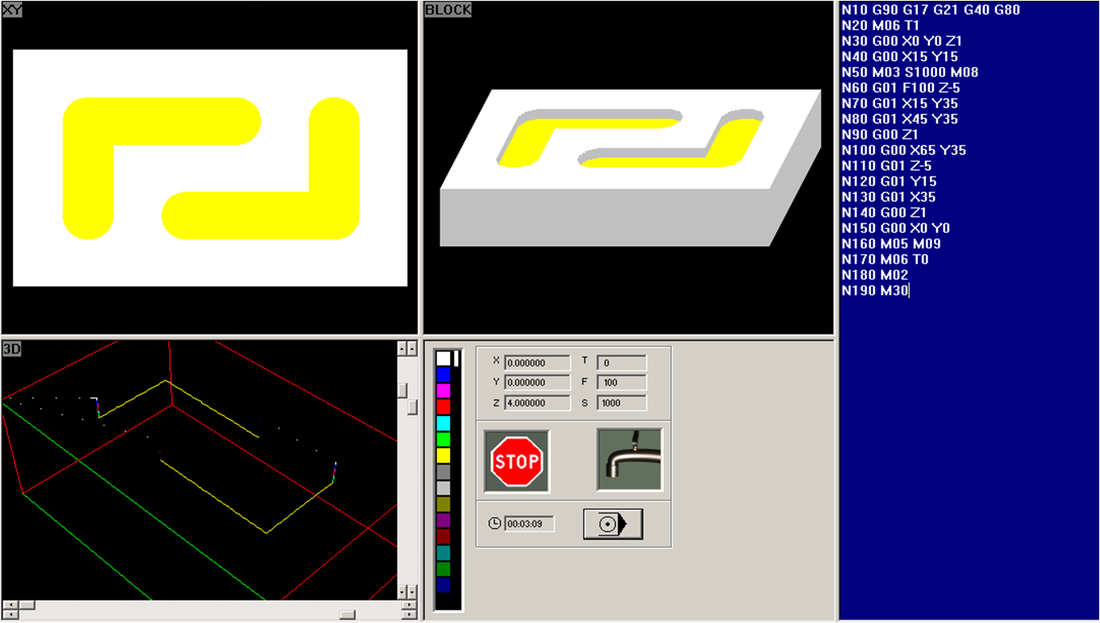
And that's it! You've finished your first CNC example!
Also you can download the first example from here.
Also you can download the first example from here.
| cnc-ejercicio1-coordenadas_absolutas.nc |
